New Laser-damage Testing
Are you an expet in Laser Industry? are you an expert in Apps Industry?
LaserTrade is an appendix of Sylodium, when we are browsing in Sylodium.
Sylodium is the general matrix,
LaserTrade.net is the platform of Laser Business from Asia and EU to Africa
This new from Laser Focus World
As laser technology has advanced to include higher laser powers, shorter pulses, and exotic wavelengths, the optical components that support these lasers, including cavity optics and beam-transport components, have been forced to evolve as well. With lasers operating from the femtosecond regime to continuous-wave (CW), optics manufacturers are now being asked to provide a multitude of solutions for a broad base of customers.
New evaporative processes and novel process control have helped advance the state of the art for optical coatings. However, one of the limiting mechanisms in the development of higher-power laser sources is the ability of these coatings to withstand power without exhibiting laser-induced damage or degradation.
Integral to process development and manufacturing is the ability to perform a well-defined and statistically relevant measurement on the damage threshold of optical components over a broad range of wavelengths and pulse formats. There is no one test that provides a panacea, so proper testing requires a multitude of lasers emulating the wavelengths, pulse formats, and pulse energies that the components will see in their eventual applications. There is, however, a general framework that should be implemented in designing and implementing a specific damage test procedure.
This article will discuss one of the most important concepts that must be understood to define a proper test procedure and to interpret its results. While a significant portion of this measurement technique has been embedded in the ISO-21254 laser-damage testing specification, we will discuss a novel and exciting test method that has furthered the ability to perform a relevant damage test, and is in the early stages of implementation towards a revised measurement standard.
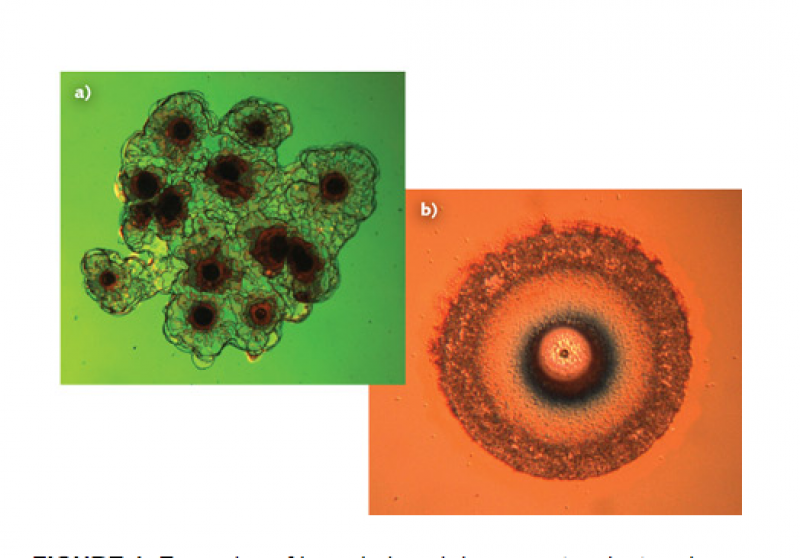
As part of this discussion, we will be talking strictly about laser damage occurring in thin films. This technique, however, can be relevant for testing bulk optical properties of materials as well.
...
...
 ....
....
....
The advantage of this technique is that, essentially, when the footprints of the Gaussian beams are overlapped, the convolution of the overlapped beams provides a "bumpy" flat-top beam over the chosen scan area. The scan area can be any size up to the full aperture of the optic under test. If desired, the test can be designed, providing complete coverage of the clear aperture and therefore a 100% confidence level that all film defects have been interrogated.
Specific variants of the test procedure can be performed, depending on the requirements for the test and the desired result. In applications where the test area is a large percentage of the clear aperture, the raster test is performed over the same area over and over. This provides a measurement known as a "conditioned" test, or R:1, where energy is ramped in the same area. If a smaller scan area is used and the clear aperture is larger, a fresh site can be utilized for each fluence level, providing a 1:1 or S:1 test where each location is irradiated with a single pulse or multiple pulses on a single site.
In conclusion, this raster-scan method provides a useful alternative to the standard ISO-21254. Further refinement of this test procedure will allow the user to design a test that includes a specific confidence level of the measurement at the chosen fluence for the specific end user.
Michael Thomas is the president of www.spicatech.com
New York - 17/12/2013
New York - 03/10/2013
Washington - 23/07/2013
Washington - 23/07/2013
New York - 23/07/2013
New York - 23/07/2013
Washington - 08/03/2013
Washington - 01/02/2013
Washington - 31/01/2013
Washington - 21/01/2013
Washington - 06/01/2013